盲孔珩磨头和盲孔珩磨加工注意技巧
在机加工工艺中,我们会遇到各种各样的孔型加工,如通孔、台阶孔、盲孔、花键孔、键槽孔和串联孔等。在使用珩磨工艺,几乎各种孔都可以采用珩磨工艺来进行加工.为了能更好地使用珩磨工艺加工工件,将在此向大家逐一介绍珩磨加工过程中的一些技巧。
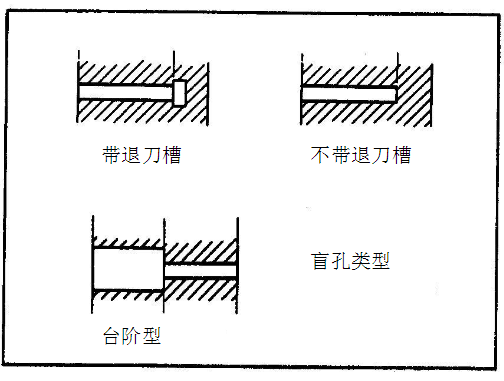
所谓盲孔就是孔另一端为完孔,或有一台阶孔或孔内有一平面阻止工具从孔一端加工到另一端的孔,这些类型的孔通称为盲孔.盲孔种类一般分为三种:带退刀槽盲孔、不带退刀槽盲孔和台阶型盲孔。如图:
盲孔珩磨加工过程中,其主要问题产生于端口大,孔底小的现象,产生一定的锥度。在生产、工装制作和机加工时,如膛孔、铰孔、磨孔或街孔来加工精度要求较高的盲孔。无论采用何种方法,都不可能在盲孔底部加工一个完全清根的圆角,其或大或小在盲孔根部都有一个小圆角。如果工件图纸设计师在设计盲孔零件时在其端部设计一个退刀槽,这将极大地改善盲孔加工,也将极大地简化珩磨加工难度,并同时减少加工成本。
解决盲孔珩磨加工出现的问题,就应当掌握盲孔珩磨加工的技巧,任何一位有经验技师都清楚地认识到这样一个事实,即使使用最好的设备,加工盲孔都会比加工通孔要因难得多.要获得一个直孔,首先珩磨工具就必须得平直,在加工盲孔时就意味着珩磨工具(金刚石珩磨条)必须是平直的,尽量做规圆修整处理,其次是金刚石珩磨条不应大于内孔的长度,盲孔珩磨头在珩磨加工的往复运动中应保持在孔底做停顿间歇,盲孔珩磨注意的是由于盲孔端部较难将磨粒和切削排除干净造成珩磨工具前部磨损过快,从而使盲孔端部尺寸变小.因此就相当有必要将珩磨液注入盲孔内,以使珩磨液能将磨粒和切削排除千净,减少头部金刚石珩磨条的磨损。尽可能利用盲孔端部的任何孔,用一根软管将珩磨液强性注入到盲孔端部以利于磨粒和切削排出。