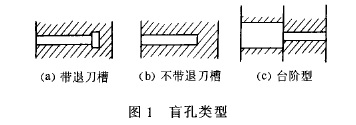
盲孔就是不通孔,或有一台阶孔,或孔内有一平面阻止工具从孔一端加工到另一端的孔,这些类型的孔通称为盲孔。盲孔一般分为三种见图带退刀槽盲孔、不带退刀槽盲孔和台阶型盲孔。今天简单介绍一下不带退刀槽盲孔珩磨加工的方法。
在大多数情况下, 盲孔都可以较好地通过珩磨加工来完成。正如其他机加工方法一样, 珩磨有时也有它的局限性, 在加工后的盲孔端部总是有一个圆角。圆角半径大小取决于几个方面因素, 如所珩孔的孔径、孔长、材质、加工公差、珩前孔形以及珩磨余量等。需再次强调的是在盲孔端部无论何种退刀槽, 有时尽管很小也将会大大地有利于珩磨加工。也许工程师在设计盲孔零件时担心退刀槽会减弱零件强度或增加零件内应力。退刀槽应设计尽可能宽, 退刀槽也可以设计得非常浅, 浅到零件加工完成后看不见退刀槽。
使用头部为“ 硬头” 油石有益于加工不带退刀槽类型的盲孔。这种油石在制造时使其头部磨料比其他地方硬一些, 以抵消在珩磨时该部分油石所需的多余磨损量。另外一种是磨条修整;也可以用非硬头油石进行改制, 改制后的油石可以达到同样效果。选择一条比平时加工同一工件硬度相对较高的油石。如图:
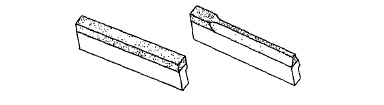
将油石两边修成斜面而保持头部一段宽度不变。两边修磨后的油石中间部分宽度为原油石宽度一半, 通过改制后的油石, 也可以达到和硬头油石一样的效果。
(转载务必注明文章来源,否则必究于法律)