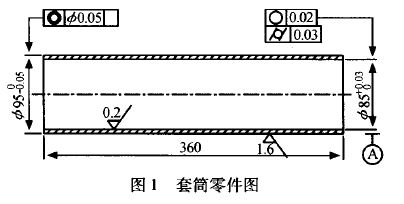
之前我们说到车床上珩磨加工设备改造,今天我们以一套筒为案例,介绍一下珩磨工艺参数和方法供大家参考,零件如图1所示,材料:45号钢;技术要求高,并且要求在内孔表面保留交叉网纹;总长360mm,外径直径95(公差0到-0.05mm),Ra1.6um,内孔尺寸直径85(公差0到+0.03mm),Ra0.2um,圆柱度公差0.02mm.内孔与外圆同轴度公差直径0.05mm.壁薄易变形,内孔是加工关键。
珩磨工艺参数
珩磨头:用全钢手动珩磨头
珩磨油石:粗珩CBN立方氮化硼珩磨油石120目 10×100
精珩CBN立方氮化硼珩磨油石500目 10×100
超程量:25 mm
珩磨行程:310 mm
粗 珩:主轴转速125 r/min,圆周速度550 mm/s,往复速度217 mm/s
精 珩:主轴转速160 r/min,圆周速度717 mm/s,往复速度123 mm/s
冷却液:用60% 一90%煤油加入10% 一40%硫化油
珩磨油石压强:粗珩:0.8―2 N/mm
精珩0.4―0.8 N/mm
操作方法
1)粗珩磨根据内孔圆柱度误差状况可以实施局部珩磨.粗珩磨后,内孔圆柱度误差应小于0.015 mm.然后半精珩,采用通长珩磨,全面降低表面粗糙度,并巩固已获得的形状精度.最后换一装有细油石的珩磨头,精珩前应全面清洗工件内外及相关部位,再进行珩磨.
2)切削冷却液应清洁,及时清理珩磨头上的细屑等杂物.
3)按工艺参数进行珩磨,注意安全操作,珩磨时,不能用手去摸工件和珩磨头,更不能将珩磨头拉出工件孔过多.
4)检测孔径或结束珩磨时,应先收回珩磨油石,再停车,用手握住万向联轴器轻轻拉出珩磨头,避免划伤工件.
|

